Introduction:
With the advancement of technology and modern design techniques, approved solutions for more complex and comprehensive control of steel reheating furnaces, modernized control components can give new life to older sites, one of the improvements applied to older furnaces to increase efficiency is the use of a comprehensive automation system.
Briefly, two types of simple and complex control systems are introduced:
A) Temperature control system based on temperature-controller devices (PID):
In this method, the control of each thermal zone is (PID) Close-Loop control system
In single-loop control, one controller determines the mechanism of a system. This straightforward approach involves the controller’s set-point, set by an operator, and an output that drives a final control element (Actuator). This method is suitable for routine applications that have linear flow characteristics. In the establishment of this system, for preheated furnaces that have several thermal zones, the control of thermal zones is usually done independently because the control components have independent application and lack combinability. While the reheating furnace is a unit of thermal operation with different regions and the control behavior of each region causes noise in the feedback of adjacent areas.
Other disadvantages of this system include the high cost of components with Data Recording and Curve-Graph capabilities, as well as the limited alert signals and system operation in the event of an error.
B) Comprehensive PLC-based automation system:
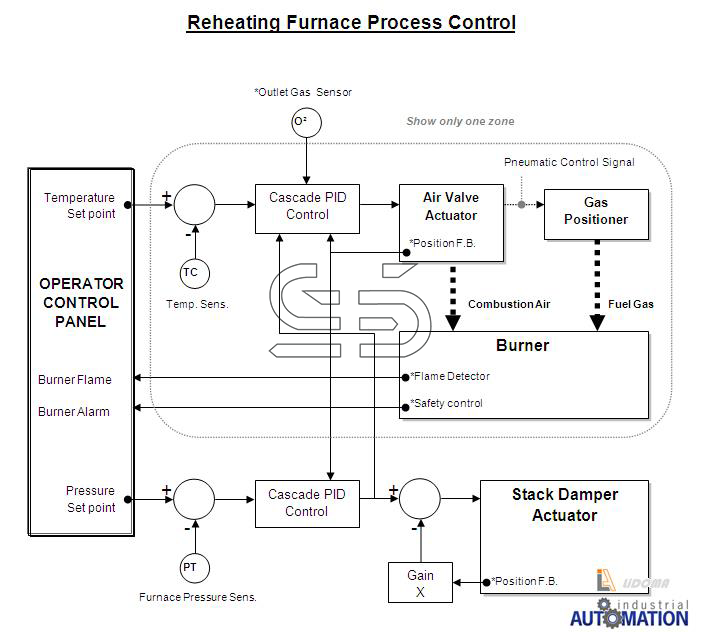
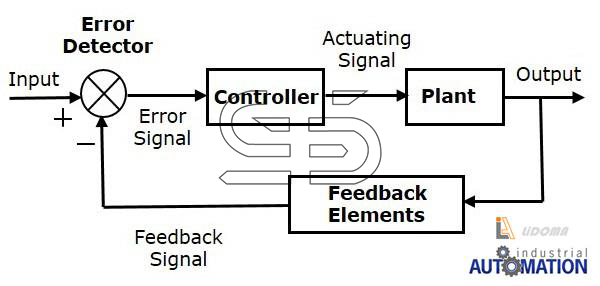
In this method, due to the more complex feedback and more precision, the cascade-control approach is considered, Cascade control is a control implementation that allows an application to be more responsive to disturbances and less susceptible to downtime. This method uses two or more control loops to monitor different signals, where one controller drives the set-point of another. This isolates any nonlinear elements from the final control variable.
The control diagram is as follows:
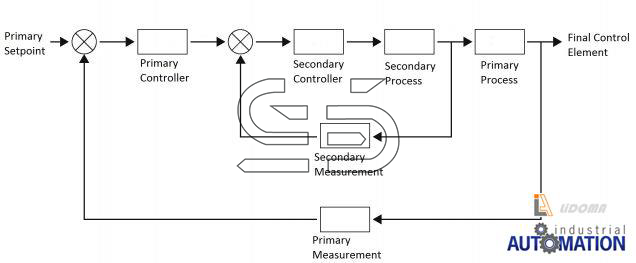
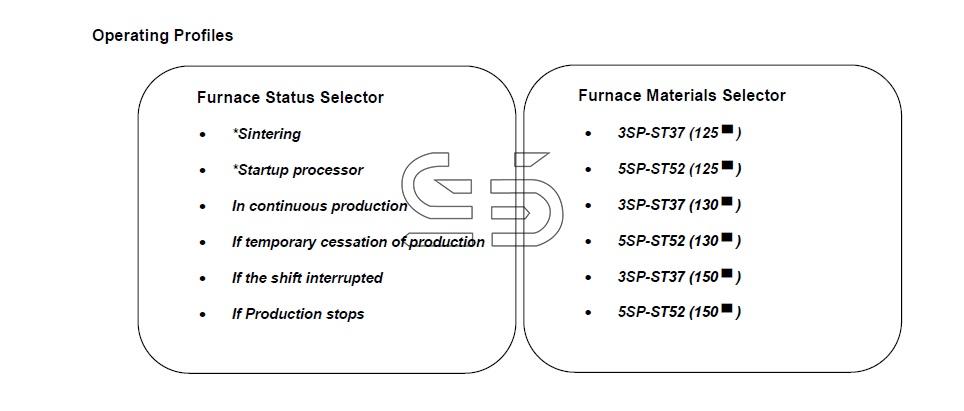
The simplest example of a cascade control scheme involves two control loops that monitor two measurement signals to control one primary variable. The primary controller’s output determines the set point for the secondary controller. The secondary controller’s output is then used to adjust the control variable. The secondary controller will change quickly while the primary controller changes slowly, purposely designed to make sure rapid changes are handled by the secondary controller so that they cannot disrupt the primary controller. In establishing the mechanism of this system, in addition to controlling all thermal zones and taking into account warning and safety issues, thermal distribution operations of different furnace areas are performed automatically based on furnace output and lead to optimization of fuel consumption and reduction of oxidation to achieve this. The purpose of furnace operation conditions is performed in several defined control modes, which are:
Sintering process
Startup process
In case of continuous production
In case of temporary production interruption
If the shift interrupted
If the Production stops
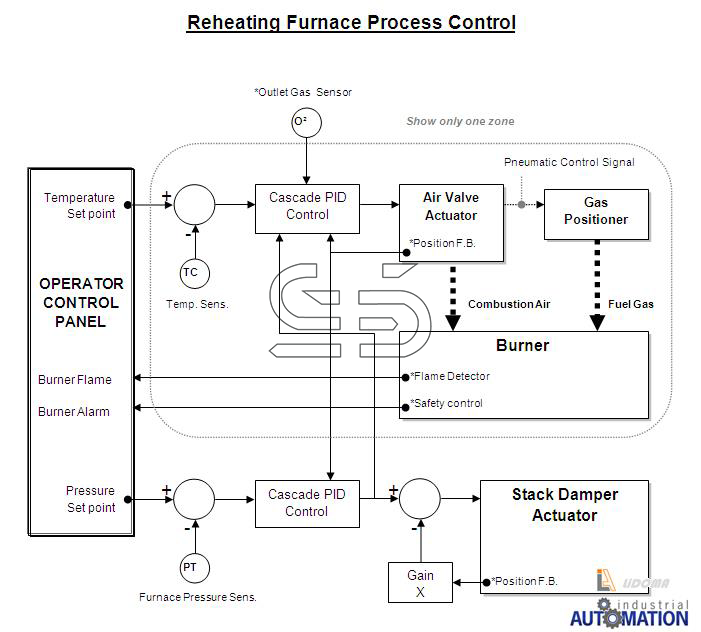
In addition to thermal control, combustion chamber pressure control areas are also considered. In order to explain this method, it is necessary to perform the optimization operation. Combustion chamber gases are obtained, the parameters on which the optimization is based are:
Internal furnace pressure
Air outlet temperature from the recuperator
The percentage of excess air (oxygen) in the chimney area
The ratio of fuel and air flow in production and maintenance modes
The cascade control setting used in the same scenario allows you to not only prevent unwanted air from entering the combustion chamber, but also correct fluctuations in the flow rate of combustion gases so that the flow rate of combustion gases does not affect the proper heat distribution of areas. Put simply, the secondary controller makes its adjustment and the primary controller downstream maintains the temperature at the required set-point.
The components of the control process are summarized as follows:
Conclusion:
A comprehensive control system is inherently more complex than a single-loop control system, as more equipment and tools are needed, which in turn can increase installation costs. Also the initial setting of the cascade regulators becomes more difficult by changing the setting point and adding additional parameters. But the advantages of this design are the right answer to the need to use this system:
Increase production speed
Reduce waste losses
A more complex control process with a simpler operator
Manage and report and chart the production process
Raise safety and alertness ratios
Ability to transfer operator experience and knowledge to the system
However, it can be concluded that the comprehensive control system, in addition to the mentioned benefits, makes it possible to return on investment (ROI) by reducing production costs.
Be proud
Special thanks to Engineer Hassan Rah Anjam